车削工件时,为了正确迅速地控制背吃刀量,可以利用中拖板上的刻度盘。中拖板刻度盘安装在中拖板丝杠上。当摇动中拖板手柄带动刻度盘转一周时,中拖板丝杠 也转了一周。这时,固定在中拖板上与丝杠配合的螺母沿丝杠轴线方向移动了一个螺距。因此,安装在中拖板上的刀架也移动了一个螺距。如果中拖板丝杠螺距为 4mm,当手柄转一周时,刀架就横向移动4mm。若刻度盘圆周上等分200格,则当刻度盘转过一格时,刀架就移动了0.02mm。
使用中拖板刻度盘控制背吃刀量时应注意的事项:
(1)由于丝杠和螺母之间有间隙存在,因此会产生空行程(即刻度盘转动,而刀架并未移动)。使用时必须慢慢地把刻度盘转到所需要的位置(图3-20a)。 若不慎多转过几格,不能简单地退回几格(图3-20b),必须向相反方向退回全部空行程,再转到所需位置(图3-20C)。
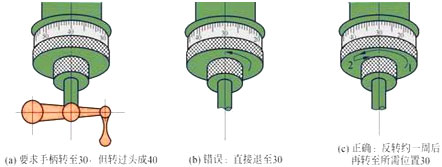
图3-20 手柄摇过头后的纠正方法
(2)由于工件是旋转的,使用中拖板刻度盘时,车刀横向进给后的切除量刚好是背吃刀量的两倍,因此要注意,当工件外圆余量测得后,中拖板刻度盘控制的背吃刀量是外圆余量的二分之一,而小拖板的刻度值,则直接表示工件长度方向的切除量。

